这两天朋友圈里「中国终于能制造圆珠笔头」的消息刷疯了!回想 2016 年第一个工作日,李克强总理说起我国圆珠笔上的「圆珠」需要进口……网友不禁 WTF?一个小破圆珠笔我们都造不了?如今短短一年,太钢集团成功研发圆珠笔头球座体所用的「超易切削钢丝」,让制笔原料不再依赖进口,「中国制造」狂甩「低端」标签,怎能不令人振奋?
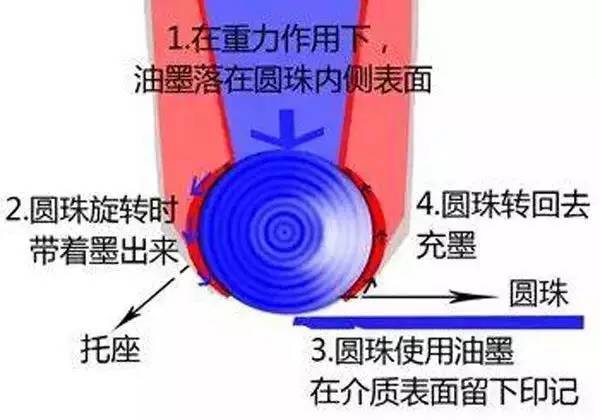
有人问:中国人连核弹头都能造,为什么一个小小的圆珠笔头造不了?将圆珠笔头放大,你会看到它由球珠和球座体两部分组成。笔头的好坏,就取决于二者之间 0.1 毫米的缝隙,任何微小的偏差,都会影响到出墨的流畅和笔头的寿命。

你想想,球珠的直径仅有 0.5-1.0 毫米,球座体的尖端更薄,仅 0.3-0.4 毫米厚,还要在上面雕刻出 5 条引导墨水的沟槽,这加工精度可是千分之一毫米级别的。「笔头的关键部位,比如碗口,它的尺寸精度都是在两个微米,它的表面粗糙度要求在 0.4 微米……」宁波贝发笔业的徐君道说。

如此高的加工精度,不仅对球座体的设计要求高,对不锈钢原材料的性能也要求极高:钢材必须容易切削,还要避免极薄的钢材在加工时开裂。要得到符合要求的钢材,就要研究钢材中微量元素的配比,因为任何元素的细微变化都会影响钢材的性能。太钢在没有任何数据参考的情况下,用成吨的钢材开始炼制,经历过的失败不可计数,终于形成了一套成熟的炼钢工艺。

获得了太钢的原材料,贝氏笔业开始生产新一批圆珠笔。他们使用瑞士进口的笔头一体化生产设备,生产一个笔头就需要 20 多道工序。首先要将成卷的直径 2.3mm 的不锈钢钢丝抽开,精细打磨。



把钢丝一截截地切成小段,其中一端磨圆,再输送到圆盘形的加工平台上。





等到一个个钢头在平台上列好队,上方的机械臂落下,挤压钢头,雕刻出球座体的凹槽形状,再把圆珠塞进去,笔头就完成了。


笔头做好了,笔芯又是如何做成的呢?先用喷嘴从白色塑料管一端灌入墨水,另一端用防止墨水挥发的油性液体封口,再把之前做好的笔头套在笔芯上。



整支笔芯如何插进塑料外壳里?先用红色零件封住空心塑料管尾部,然后,管子 180 度转了个圈,开口的一端转了回去,四支笔芯齐齐插进笔壳里,最后在笔头伸出笔壳的位置,套上金属套,笔芯就牢牢地固定在笔壳里了。


到这里,笔身基本完成,再来看笔帽。笔帽分成两部分,顶部的红色零件和透明塑料管。透明管先竖起来排好队,红色零件从上方落下来,压紧,机械手拔下笔帽,噼里啪啦地扔下去。



终于到了最后一步:扣上笔帽,圆珠笔大功告成!


产品在出厂之前都需要好好检查,圆珠笔的检测方法是在纸上画出 800 米长的线条,取末尾部分和最初的做对比,如果颜色没有中断和减淡,就说明笔的流畅性和耐磨性都过关。



动图看得你可还过瘾?一件工业产品,哪怕小如圆珠笔,也要经历从设计到制作,再到检验和迭代的严谨工业流程,唯有投入精益求精的工匠精神,才能做出好的成果。然而,为什么我的笔全都写一半就不出水了……能写八百米的圆珠笔,你用过吗?

 粤公网安备 44030902003456号
粤公网安备 44030902003456号
